加工方法から探す
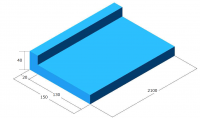
ステンレス・長尺アングル部品の部品分割による50%のコストダウンと納期短縮事例
材質SUS303、形状40×150×2100mmの長尺アングル部品のVA/VE事例です。Beforeのような形状を製作する場合、アングルの削り出しで材料のほぼ半分を削る必要があります。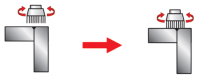
加工面突合せにおける設計のポイント
溶接部が機械加工面に来ると開先加工や肉盛り除去の工程が増えるとともに、溶接の熱による部材表面の硬化などで切削加工の際に時間がかかる要因になります。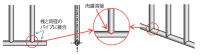
パイプ同士の溶接における設計のポイント
同径同士のパイプ結合作業は突き合わせ形状の切り出しに時間がかかる上、溶接箇所が多くなり歪みやすくなります。
穴加工における精度確保と工数削減のポイント
このようなプレート形状のワークに、穴加工を両面に実施すると、ワンチャックで加工を行うことができない為、コストが嵩みます。
深長穴加工における精度出しのポイント
このような形状に加工する場合には、長い刃物が必要になります。段落ち部に長穴加工をする場合、刃物をしっかりと掴むことができない為、加工精度を出すことが困難になります。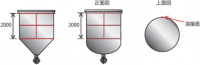
大型丸タンクにおける設計のポイント
大型タンクなどの製作で、板を継ぎ合わせる必要がある場合、継ぎ合わせ箇所が十字になるような継ぎ合わせをすると、十字の中心に応力が集中する為、破損する恐れがあります。
深長穴加工における逃げ確保のポイント
T15の薄板などに5H7の長穴加工を行う場合、5Φ以下の小径エンドミルで加工をする必要があります。この場合、エンドミルのΦ の3倍以上の加工を行うため、刃物が逃げてテーパーに仕上がる可能性があります。
硬質クロームメッキ厚付による部品再生
製品の摺動部分は摩耗します。そういった部品破損や磨耗した場合でも部品を再生する事が可能な場合があります。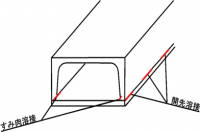
鋼材形状の溶接における設計のポイント
チャンネルやH鋼の内側溶接は溶接トーチが入らなかったりするので溶接部が少なくなり強度不足になる上に、上記の形状なら開先加工仕上げが必要となります。