切削
ステンレス・長尺アングル部品の部品分割による50%のコストダウンと納期短縮事例
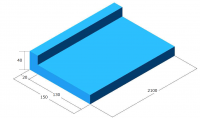
材質SUS303、形状40×150×2100mmの長尺アングル部品のVA/VE事例です。Beforeのような形状を製作する場合、アングルの削り出しで材料のほぼ半分を削る必要があります。
穴加工における精度確保と工数削減のポイント
このようなプレート形状のワークに、穴加工を両面に実施すると、ワンチャックで加工を行うことができない為、コストが嵩みます。
深長穴加工における精度出しのポイント
このような形状に加工する場合には、長い刃物が必要になります。段落ち部に長穴加工をする場合、刃物をしっかりと掴むことができない為、加工精度を出すことが困難になります。
深長穴加工における逃げ確保のポイント
T15の薄板などに5H7の長穴加工を行う場合、5Φ以下の小径エンドミルで加工をする必要があります。この場合、エンドミルのΦ の3倍以上の加工を行うため、刃物が逃げてテーパーに仕上がる可能性があります。
穴加工における精度確保と工数削減のポイント
上記のようなプレート形状のワークに、穴加工を両面に実施すると、ワンチャックで加工を行うことができずにコストアップにつながります。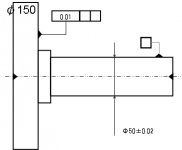
幾何公差の変更による工数短縮
直角度等の幾何公差の精度が厳しい場合、軸の公差は切削加工での仕上げが可能な場合でも、研削加工にて仕上げる必要があります。